КӨРІП ӨЛШЕУЛІК БАҚЫЛАУ
КӨРІП ӨЛШЕУЛІК БАҚЫЛАУ
Біздің көріп бақылау персоналы мұнай-газ, өңдеу және энергетика салаларында сапаны қамтамасыз ету және бақылау қызметтерін көрсету үшін сертификатталған. Біз қызметтердің кең спектрін ұсынамыз, соның ішінде:
- Зауытты күрделі жөндеуді жоспарлау: Ең аз тоқтап қалуды және максималды тиімділікті қамтамасыз ететін күрделі жөндеуді жүргізудің тиімді стратегияларын әзірлеу және іске асыру.
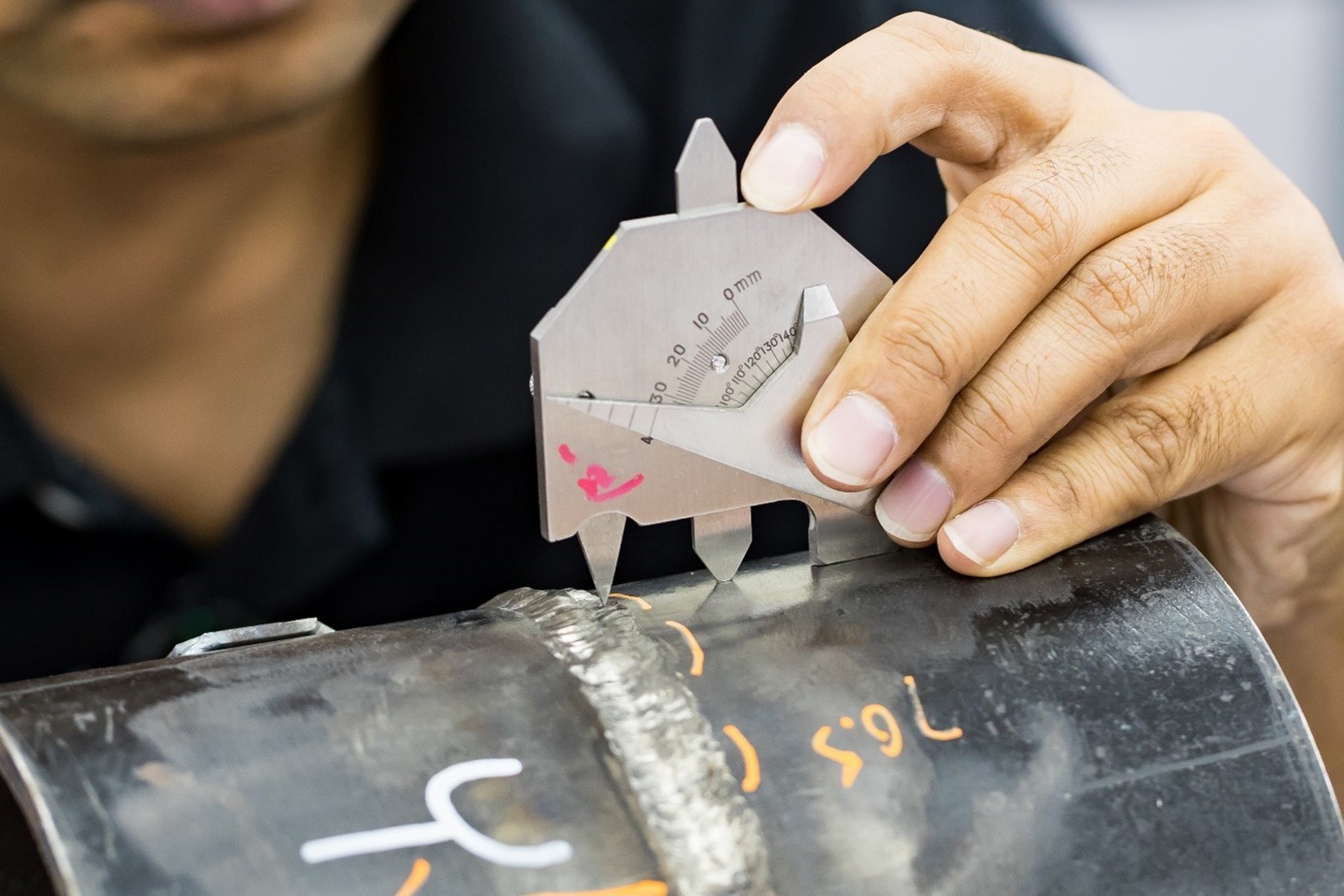
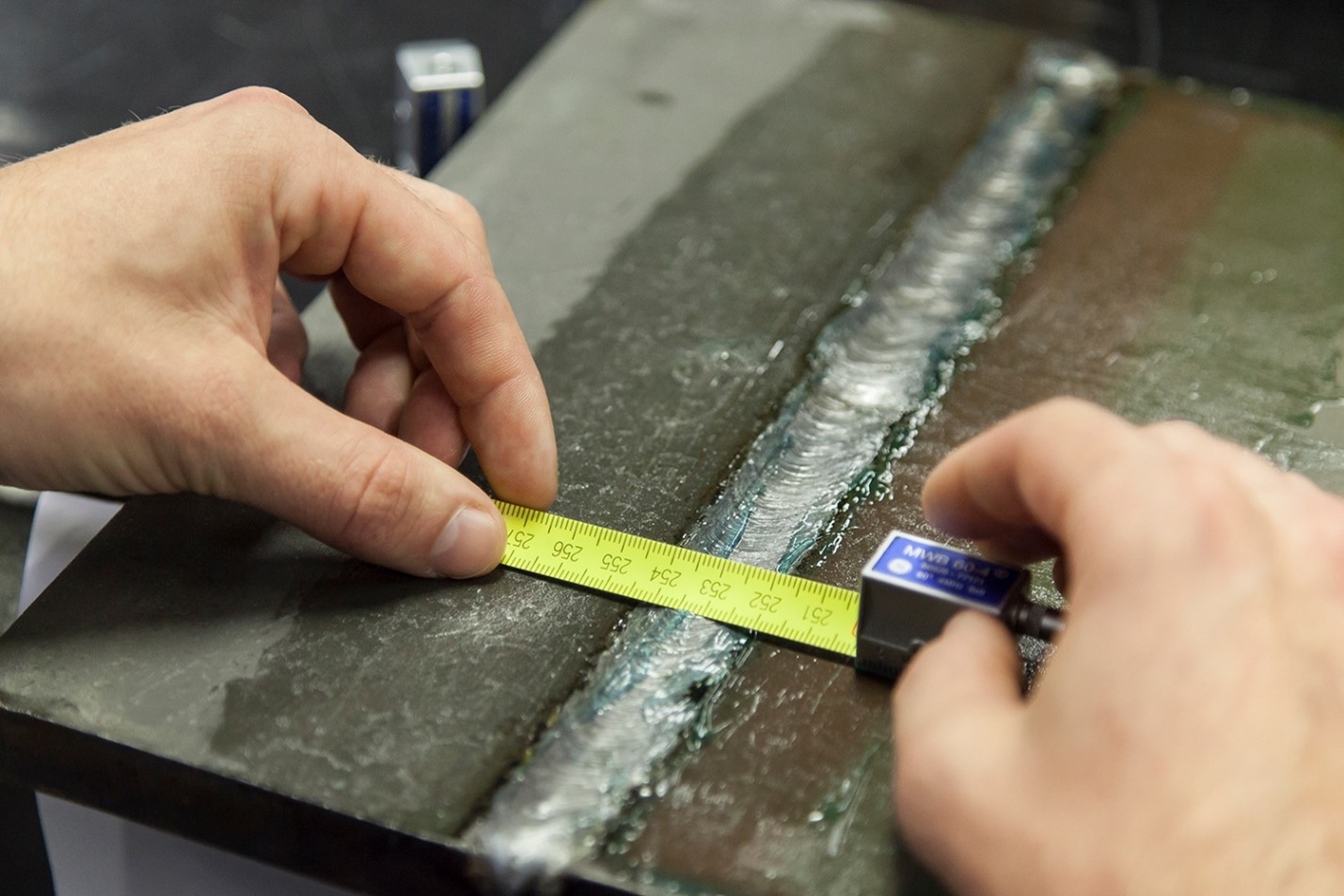
- Дәнекерленген жіктер мен өлшемдерді көріп бақылау: Дәнекерленген қосылыстар мен өлшемдерге олардың жоғары сапа мен қауіпсіздік стандарттарына сәйкестігін қамтамасыз ететін мұқият тексерулер жүргізу.
- Құжаттаманың сапасын бақылау: Барлық талаптар мен нормативтерге сәйкес келетін жаңа және пайдаланылатын жабдық үшін толық және дәл құжаттаманы қамтамасыз ету.
Біздің мамандар ұсынылатын қызметтердің жоғары сапасы мен сенімділігіне кепілдік бере отырып, ең күрделі міндеттерді орындау үшін қажетті білім мен тәжірибеге ие.
Көрнекі әдістер көбінесе бұзбайтын бақылаудың басқа әдістеріне қосымша ретінде қолданылады. Олар басқа технологияларды қолдану кезінде байқалмайтын ақауларды анықтауға мүмкіндік береді. Көріп бақылауды жүзеге асыру үшін біздің мамандар көптеген құралдарды пайдаланады, соның ішінде:
- Манометрлер: Нормадан ауытқуды анықтау үшін жүйелердегі қысымды өлшеу.
- Микрометрлер: Жоғары дәлдіктегі өлшемдер мен қалыңдықты өлшеу.
- Штангенциркульдер: Ішкі және сыртқы өлшемдерді өлшеуге арналған әмбебап құралдар.
- Үлкейткіш құрылғылар: Ұсақ ақауларды егжей-тегжейлі тексеруге арналған үлкейткіштер мен микроскоптар.
- Қашықтағы бейне жабдықтары: Жету қиын жерлерді тексеруге арналған камералар мен бейне эндоскоптар.
Бетті дайындауға арналған жабдық: Тексеру жүргізер алдында беттерді тазалауға және дайындауға арналған құралдар. Және басқа да көптеген өлшеу жабдықтары.
Бұл құралдар көзбен бақылаудың жоғары дәлдігі мен тиімділігін қамтамасыз етеді, бұл бізге тексерілетін объектілердің жоғары сапасы мен қауіпсіздігіне кепілдік береді.
КАППИЛЯРЛЫҚ БАҚЫЛАУ
КАППИЛЯРЛЫҚ БАҚЫЛАУ
бұл бұзбайтын бақылау әдісі бетті бұзатын ақауларды және/немесе тұтассыздықтарды анықтау үшін қолданылады. Тұтқырлығы төмен сұйықтық пенетрант деп аталатын бөлікке жағылады және оны белгілі бір уақыт бойы бөліктерге ұстауға рұқсат етіледі. Ендіргіштің артық мөлшері мұқият алынып тасталады және айқындағыш қолданылады, ол ендіргішті капиллярлық әсер арқылы ақаулардан және/немесе тұтастықтардан шығарады және көрсеткіштердің көрінуін жақсарту үшін контрастты фонды қамтамасыз етеді.
Тексерілетін материалдарға түсті және қара металдар жатады, дегенмен қара металдар әдетте жер асты қабатын анықтау үшін магнитті ұнтақ сынағымен тексеріледі. Бұл әдіс құю, соғу және дәнекерлеу бетіндегі ақауларды және/немесе жарықтар, беттік кеуектілік, ағып кету, пайдаланылған компоненттердегі қажыған жарықтары және туа біткен өндірістік ақаулар сияқты біртектіліктерді анықтау үшін қолданылады.
Бетті дайындау өте маңызды, сондықтан беттерде бақылау сапасына әсер етуі мүмкін май, жақпа, жиектеу, бояу, тот немесе басқа қалдықтардың жоқтығына көз жеткізу маңызды.

МАГНИТТІ ҰНТАҚТЫ БАҚЫЛАУ
МАГНИТТІ ҰНТАҚТЫ БАҚЫЛАУ
бұл әдіс ферромагниттік материалдардағы беткі және жер асты ақауларын және/немесе тұтастығын анықтау үшін қолданылады. Магнит өрісі бөлікке әсер етеді, ал темір бөлшектері магниттелген кезде магниттеледі. Ақаулар және/немесе тұтастықтар бөлшектер жиналып, индикатордың мөлшері мен орналасуы туралы түсінік беретін магнит өрісінде индикация пайда болған кезде анықталады.
Магнитті ұнтақ дәнекерлеуге, фитингтерге, құбырларға, құймаларға, соғуға, қысымды ыдыстарға, өңделген бөлшектерге, біліктерге, клапандарға және құрылымдық болатқа қолданылады

РЕНТГЕНОГРАФИЯЛЫҚ БАҚЫЛАУ (РЕНТГЕН СӘУЛЕЛЕРІ ЖӘНЕ ГАММА-СӘУЛЕЛЕР)
РЕНТГЕНОГРАФИЯЛЫҚ БАҚЫЛАУ (РЕНТГЕН СӘУЛЕЛЕРІ ЖӘНЕ ГАММА-СӘУЛЕЛЕР)

бұл рентген немесе гамма сәулелері түрінде электромагниттік энергияны қолданатын бұзбайтын бақылау әдісі. Рентгенограмма радиациялық әсерге сезімтал пленкадағы объектінің қос өлшемді теріс бейнесін білдіреді. Рентгенография беткі және жер асты ақауларын және/немесе тұтастығын анықтауға мүмкіндік береді. Кобальт-60 (Co60) және иридий-192 (Ir192) гамма-сәулелерді үздіксіз шығаратын, қорғалған экрандалған әсер ету құрылғыларында сақталатын және тасымалданатын ең көп қолданылатын өнеркәсіптік гамма-сәулелік изотоптар болып табылады. Рентгендік сәулелену генераторы (рентген түтігі деп те аталады) рентген сәулелерін шығару үшін электр энергиясын түрлендіреді және жабдықтың қуаты өшірілген кезде рентген сәулесін тоқтататындай басқарылады. Рентгенография дәнекерлеу, беткі қабаттар, құймалар, соғу, фитингтер, клапандар мен компоненттер, құбырлар, өңделген бөлшектер сияқты көптеген металл және металл емес материалдарда орындалады, қысымды ыдыстар, мұнай сақтауға арналған резервуарлар және құрылымдық болат. Жалпы өндірістік салаларда рентгенография оның ішінде: энергетика, газ өндіру объектілері, целлюлоза-қағаз комбинаттары, мұнай өңдеу зауыттары мен мұнай өңдеу зауыттары, құбырлар мен құю цехтары жүргізіледі. Рентгенография сонымен қатар технологиялық құбырларда, қысымды ыдыстарда және клапандарда ішкі және/немесе сыртқы коррозия/эрозия дәрежесін анықтау үшін кеңінен қолданылады. Рентгенографиялық пленка зерттелетін объектінің тұрақты жазбасын қамтамасыз етеді. Рентгенографиялық кескін екі өлшемді болғандықтан, ақаудың және/немесе тұтастықтың тереңдігі әдетте ультрадыбыстық бақылау арқылы орындалатын қосымша бұзбайтын бақылауды қажет етеді. Нысанның екі жағына да қол жетімділік қажет, ал өңделген пленкалы кескіні жоғары қарқындылықтағы айнымалы ақ жарықта көрінеді және түсіндіріледі. Көміртекті болаттан жасалған гамма-сәулелік рентгенографияның практикалық қалыңдық шегі Iridium 192 (Ir-192) үшін шамамен 2,5 дюйм және кобальт 60 (Co-60) үшін 9 дюймді құрайды, ал рентген генераторының энергиясы ену тереңдігін анықтайды, ол әдетте портативті жабдықпен орташа есеппен 1,5 дюймге дейін. Қалыңдығы 1,5 дюймнен асатын материалдар жоғары энергиялы рентген генераторы бар стационарлық жабдықты қажет етеді.
ЭЛЕКТРЛІК БАҚЫЛАУ
ҚҰЙЫНДЫ ТОКТЫ БАҚЫЛАУ
ҚАТТЫЛЫҚТЫ ӨЛШЕУ
АҒЫН ІЗДЕУ
ЖЫЛУҒА ДЕН ҚОЙЫП БАҚЫЛАУ
ЖЫЛУҒА ДЕН ҚОЙЫП БАҚЫЛАУ
Жылуға ден қойып зерттеу — жылуға ден қойғышты қолданатын термиялық бақылаудың бір түрі. Құрылғы зерттелетін объектілерден инфрақызыл жылу сәулеленуін адамға көрінетін спектрге айналдырады. Жылуға ден қойғыш экранында ақпарат объектінің кескінінің үстіне қойылған түрлі-түсті аймақтар түрінде ойнатылады. Экрандағы әрбір түс оның температурасын білдіреді. Мысалы, суық жерлер көк түспен, ал ыстық жерлер қызыл түспен көрсетіледі. Нәтижесінде жылудың ағуы тез анықталады. Жылуға ден қойғыштың қолдану аясы өте кең, бірақ біз ең көп таралған қолдануды ғана қарастырамыз. Жылуға дең қою диагностикасын жасауға болады:
- Құрылыс сапасын бақылау кезінде — қабырғалардағы жасырын жарықтарды анықтау, терезелер мен есіктерді орнатудағы қателіктер, қабырғалардың, шатырлардың, едендердің әлсіз оқшаулануы және т.б., қабырғалардағы тігістердің жеткіліксіз тығыздығы.
- Электр сымдарының, агрегаттардың, механизмдердің қызып кетуін анықтау және авариялық жағдайлардың алдын алу.
- Жылу желілеріндегі жылу таратқыштардың ағуы, кондиционерлеу жүйелеріндегі салқындатқыштың ағуы, ыстық немесе суық судың ағуы.
- Қабырғалардың оқшаулауын тексеру, жылу оқшаулауындағы әлсіз жерлерді іздеу.
- Жылуға ден қойғыштың көмегімен қабырғаларда жасырылған сымдар мен құбырларды табуға болады.
- Тұрмыстық және өндірістік үй-жайларда жылуға ден қойғышты қолданудың көптеген басқа әдістері.
Мұндай зерттеулердің басты артықшылығына барлық жылу шығынын нақты уақыт режимінде көру мүмкіндігін жатқызуға болады. Қабырғаларды, шатырларды және т.б. ашуды қажет етпей. Құрылғы орынжай иесіне жылу шығынының себептерін көруге және оларды түзету үшін шаралар қабылдауға мүмкіндік береді. Бұл пайдалы болады! Үй-жайларды сатып алмас бұрын, сіз бөлменің қаншалықты ыңғайлы болатынын түсіну және оқшаулаудың мүмкін шығындарын бағалау үшін термиялық зерттеу жүргізе аласыз. Жалға берушілер үшін бұл жалға алушыдан жылу шығыны мәселелерін шешуді талап ету мүмкіндігі, осылайша жылуды үнемдейді. Жылу техникалық жабдықты жылуға ден қойып тексеру кезінде мынадай ақаулар айқындалады:
- құбыр төсемі мен оқпан арасындағы жылу оқшаулау ақаулары; • жылу трассаларын тарту, компенсаторлардың орындары мен өлшемдерін нақтылау; • жерасты құбырларындағы жылу оқшаулау ақаулары (бұзылу, сулану); • құбыр оқпанының ақаулары (жарықтар, бетондаудың герметикалық емес тігістері, кеуекті бетон учаскелері); • құбырларды төсеу ақаулары (жарықтар, кірпіштің түсуі, бітелмеген монтаждау саңылаулары); * пештердің, құбырлардың жылу оқшаулауындағы ақаулар және т.б. * құбырдың жарылу орындарын анықтау
Мұнай-газ жабдығын жылуға ден қойып тексеру кезінде мынадай ақаулар айқындалады:
- газдың ағып кету орындары; • құбырлардың оқшаулауының зақымдануы; • резервуар қабырғаларының ақаулары; • мұнайдың ағып кетуін және төгілу орындарын анықтау; * резервуардағы сұйықтық деңгейін анықтау.
Білуге тұрарлық ерекшеліктерТексеруді тек тиісті ауа-райы жағдайында мүмкін болады.
- Қажетті температура айырмашылығы кем дегенде 10-15C градус болуы керек. Температура айырмашылығы неғұрлым көп болса, зерттеу деректері дәлірек болады.
Бөлме тікелей немесе шағылысқан күн сәулесінің астында кемінде 12 сағат болмауы керек, әйтпесе деректер дәл болмайды.

МЕТАЛДЫҢ МАГНИТТІК ЖАДЫ ӘДІСІ
ТҮЙІСПЕСІЗ МАГНИТОМЕТРИЯЛЫҚ ДИАГНОСТИКА
ДІРІЛДІ БАҚЫЛАУ
СПЕКТРЛІК ТАЛДАУ
СПЕКТРЛІК ТАЛДАУ

Спектрлік әдістер әртүрлі салаларда шикізат пен дайын өнімнің сапасын бақылау, технологиялық процестерді бақылау үшін кеңінен қолданылады. Олар әртүрлі материалдардың құрамы мен қасиеттері туралы жедел ақпарат алуға, ақауларды анықтауға, некенің алдын алуға мүмкіндік береді.
Спектрлік талдау қара және түрлі-түсті металл материалдарда, соның ішінде дәнекерлеу, балқыту, құю, соғу, клапандар мен компоненттерде, құбырларда, фитингтерде, өңделген бөлшектерде, қысымды ыдыстарда, құрылымдық болатта, сондай-ақ компоненттерде орындалады,
спектрлік әдістер металдар мен қорытпалардың құрамы мен қасиеттерін бақылау үшін кеңінен қолданылады. Олар легирлеуші элементтердің, қоспалардың құрамын анықтауға, сондай-ақ металл өнімдерінің сапасын қамтамасыз ету үшін маңызды болып табылатын әртүрлі ақауларды анықтауға мүмкіндік береді.
Спектрлік талдаудың негізгі мақсаты болып табылады:
- Болат маркасын растау;
- болаттар мен қорытпалардың аналогтарын таңдау;
- техникалық құжаттаманы өзектендіру;
Әдістің басты артықшылығы талданатын материалды спектрлік зерттеу кезінде тікелей бұзудың қажеті жоқтығында.